Casi la mitad de las empresas alimentarias sigue planificando con hojas de cálculo. Una encuesta de TraceGains a más de 450 proveedores lo cifra en el 48%. Y no son empresas pequeñas sin recursos: fábricas con ERP, MES y MRP implantados que recurren a Excel para la programación semanal porque nada más les ha funcionado.
No es casual. Excel tiene ventajas reales. Pero tiene un techo que en alimentación se alcanza mucho antes que en cualquier otra industria.
Lo que Excel hace bien
Es barato y está en todos los ordenadores. No necesitas presupuesto, ni aprobación, ni proyecto de implantación. Abres un archivo y empiezas.
Todo el mundo sabe usarlo. El planificador no necesita formación para crear una tabla con productos, cantidades y fechas. La curva de aprendizaje es cero.
Es flexible. Puedes montar el plan como quieras: por línea, por día, por cliente. Añadir columnas, fórmulas, colores. No hay rigidez de software.
Funciona en condiciones estables. Si fabricas pocos productos, en pocas líneas, con demanda predecible, Excel es suficiente. El planificador conoce la fábrica, monta el plan de cabeza y lo refleja en la hoja. Funciona.
El problema aparece cuando las condiciones dejan de ser estables. Y en alimentación, eso pasa todos los días.
Por qué en alimentación el techo llega antes
Planificar la producción en una fábrica de alimentos tiene restricciones que no existen en otros sectores:
Caducidad. Los productos tienen fecha de vida. Fabricar un día antes o después puede ser la diferencia entre entregar a tiempo o generar merma. En productos frescos, la ventana es de días.
Alérgenos y limpiezas. Cambiar de un producto con frutos secos a uno sin alérgenos puede requerir horas de limpieza profunda. El orden de fabricación determina cuántas limpiezas necesitas al día y, por tanto, cuántas horas produces de verdad.
Desagregación. Una misma base puede generar múltiples productos con distinta demanda y margen. De una masa base de hojaldre salen palmeras, lazos y cañas, cada uno con su volumen de pedidos y su precio. Decidir qué combinación maximiza el beneficio es un problema de optimización que no se resuelve a mano.
Estacionalidad. Un fabricante de helados multiplica su producción por cinco en verano. Uno de turrones concentra el grueso en tres meses. Fabricar contra stock arriesga merma; fabricar bajo pedido arriesga roturas de servicio.
Márgenes mínimos. El margen neto en manufactura alimentaria rara vez supera el 3%. No hay colchón para absorber ineficiencias.
Con estas restricciones, el número de secuencias de producción posibles se dispara. Y Excel no puede evaluarlas.
Dónde se rompe Excel
El plan no sobrevive al primer imprevisto
Una línea se avería un martes a las 10 de la mañana. Hay 30 lotes planificados que dependen de esa línea. El planificador tiene que redistribuirlos entre las líneas disponibles, respetando limpiezas, fechas de entrega, capacidades y turnos.
En Excel, eso significa revisar celda por celda, mover bloques, recalcular tiempos. Horas de trabajo. Y durante esas horas, la planta está parada o funcionando sin plan. Lo mismo ocurre con un pedido urgente o un turno que se queda sin personal. El plan de la mañana rara vez sobrevive hasta la tarde.
Todo depende de una persona
El planificador conoce las reglas no escritas de la fábrica: qué clientes van primero, qué línea no hace alérgenos después de las 14h, cuándo la limpieza CIP es más corta. Pero ese conocimiento está en su cabeza y en un Excel que solo esa persona sabe manejar. Si se va de vacaciones, coge una baja o cambia de empresa, la planificación se detiene.
El coste es invisible
Las ineficiencias de planificación generan costes ocultos estimados en el 5-10% de los ingresos anuales. En una industria donde el margen no llega al 3%, eso se come el beneficio entero. Y a partir de abril de 2026, la Ley de desperdicio alimentario va a exigir que se mida y se documente.
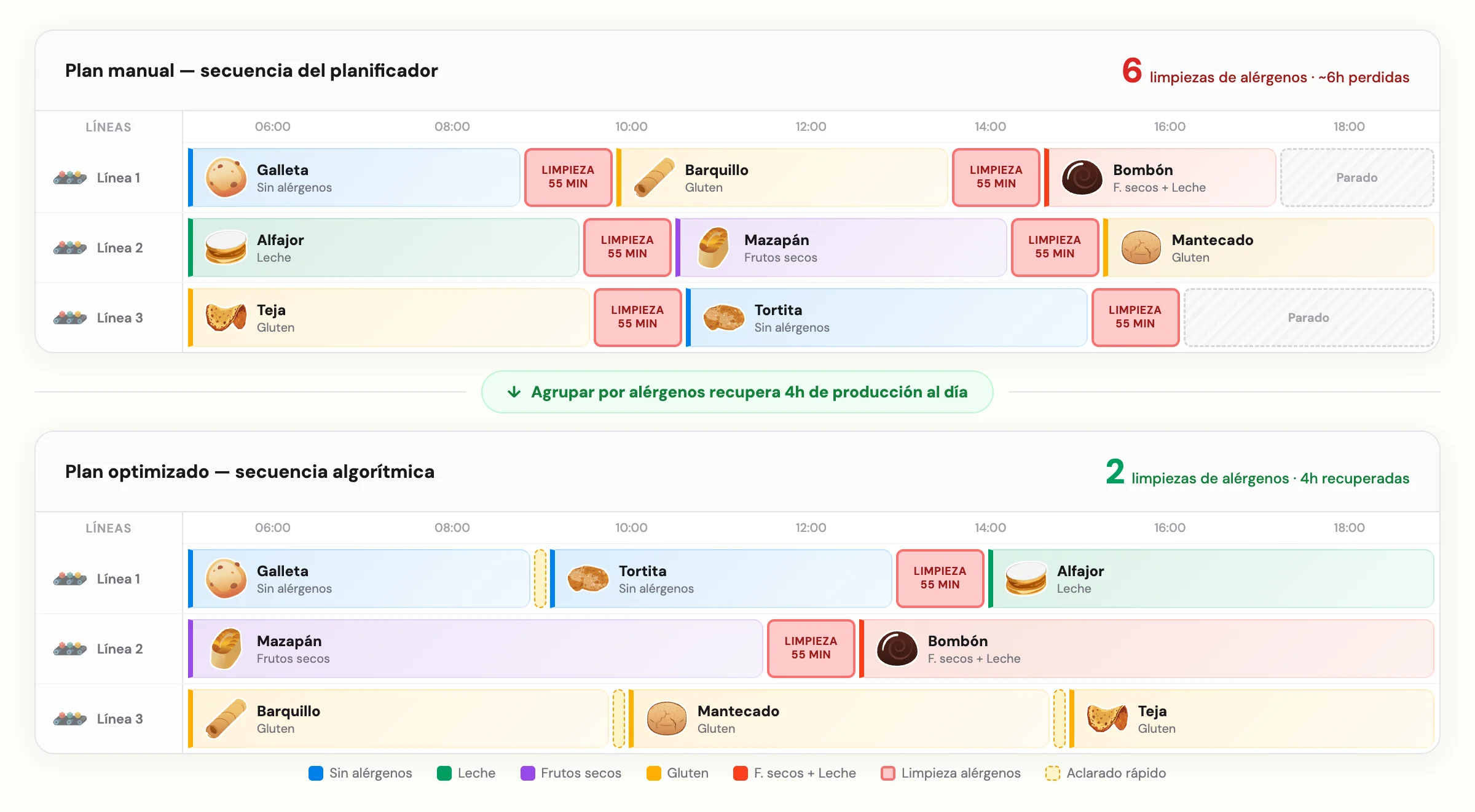
Un ejemplo: 20 productos, 3 líneas, 4 grupos alergénicos
Una fábrica de confitería. 20 productos, 3 líneas, 4 grupos alergénicos.
El planificador monta el plan semanal en Excel. Conoce la fábrica, agrupa familias de producto, coloca los alérgenos más pesados al final del día. Tarda unas dos horas y obtiene un plan razonable: unas 30 limpiezas de alérgenos a la semana.
Un optimizador recibe exactamente los mismos datos: productos, cantidades, líneas, turnos, fechas de entrega, tiempos de limpieza entre cada par de grupos alergénicos. Evalúa miles de combinaciones y encuentra una secuencia que baja a unas 20 limpiezas semanales. Nada ha cambiado excepto el orden. 10 limpiezas menos. Si cada una dura entre 1 y 2 horas, eso son entre 10 y 20 horas de producción recuperadas a la semana sin tocar nada en la planta.
El miércoles a las 10, una línea se para por avería. En Excel, redistribuir los lotes entre las líneas restantes respetando alérgenos, entregas y capacidades lleva horas. El optimizador recalcula en segundos.
El planificador sabe lo que hace. El problema es que con 20 productos, 3 líneas y 4 grupos alergénicos, las secuencias posibles se cuentan en millones. Nadie puede evaluarlas de cabeza. Hay fábricas que han recuperado 20 horas semanales de producción solo con optimizar la secuencia.
Excel frente a optimización
| Excel | Software de optimización | |
|---|---|---|
| Crear un plan semanal | Sí, manualmente | Sí, en segundos |
| Evaluar miles de secuencias posibles | No | Sí |
| Replanificar ante avería o pedido urgente | Horas de trabajo manual | Segundos |
| Modelar tiempos de cambio por alérgeno | Manualmente, sin optimizar la secuencia | Integrado en el cálculo |
| Respetar caducidades al secuenciar | Depende de la memoria del planificador | Restricción automática |
| Funcionar si el planificador no está | No | Sí (las reglas están en el sistema) |
| Documentar decisiones para la Ley 1/2025 | No | Sí |
| Coste de licencia | Bajo (Office) | Desde 200 €/mes |
| Coste oculto estimado | 5-10% de ingresos anuales | Reducción de esas ineficiencias |
Qué alternativas hay
La mayoría de fábricas ya tienen un ERP que gestiona pedidos e inventario, y muchas tienen un MES que captura datos de planta. Pero ninguno de los dos decide en qué orden fabricar. Saben qué hay que producir, no cuándo ni en qué secuencia.
Los APS clásicos (Opcenter, DELMIA Quintiq) sí programan la producción, pero requieren meses de implantación y equipos de consultores. Para fábricas medianas con condiciones de planta que cambian a diario, el coste y los plazos no suelen encajar.
La alternativa más reciente es la optimización con IA: recibe los datos de la fábrica, calcula la mejor secuencia posible en segundos, y cuando algo cambia, recalcula. Sin proyecto de implantación.
¿Quieres ver cómo funcionaría en tu fábrica? Cuéntanos cómo planificas hoy y te mostramos en 15 minutos cómo Fluwy recalcula el plan de tu planta cuando algo cambia.